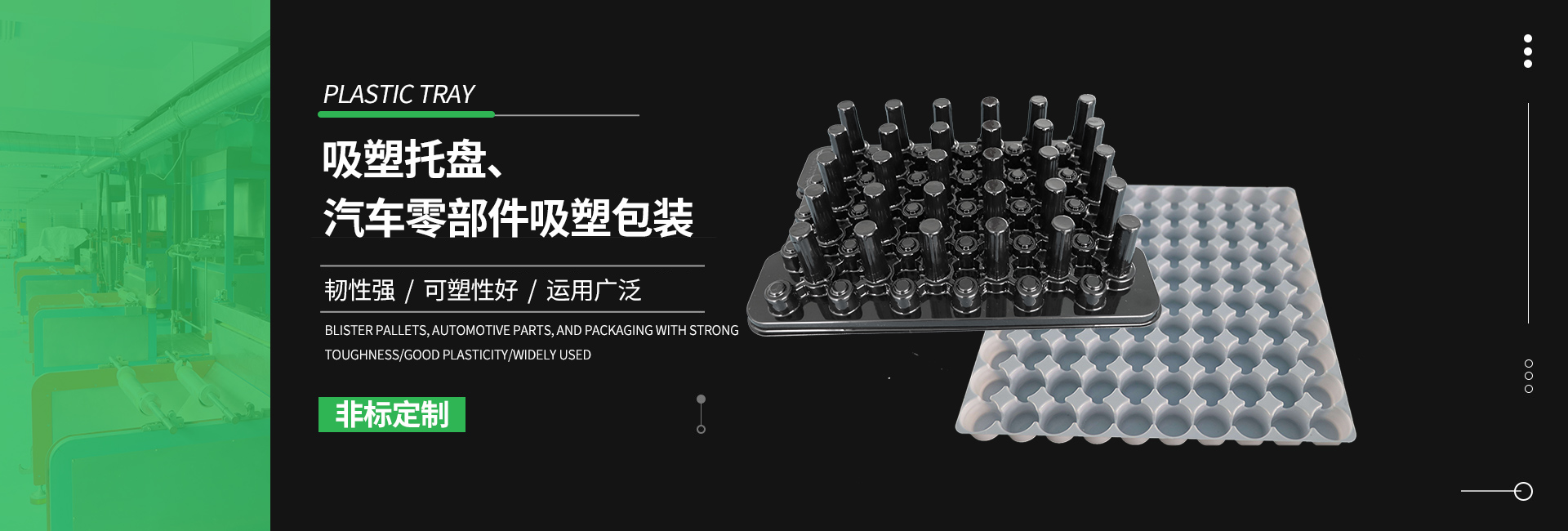





吸塑包装的常见问题制品模具介绍 虽然我们在生活中经常需要用到吸塑包装,但相信很多人对它还是有很多疑问的,比如下面的问题! 1.什么是吸塑卡包装? 吸卡包装是指泡罩用吸塑油热封在纸卡表面,常用于超市的电池包装。其特点是需要吸塑密封设备将产品密封在纸卡和泡罩之间。 2.什么是双泡罩包装? 双泡罩包装是指纸卡和产品用两个泡罩包装在一起的包装形式,其特点是双泡罩需要封边,效率低,包装成本高吸塑包装,但边缘整齐美观,产品外观高。 3.他们叫什么半泡罩包装? 半泡罩包装的完整含义是产品半中暴露的双泡罩包装是指纸卡和产品用两张泡罩片包装在一起,但产品部分暴露在泡罩片外面的包装形式,适用于长产品。 其特点是需要用剪刀将泡罩产品的外露部分手工剪断,然后将双泡罩产品的边缘封好。效率低,包装产品成本高,但视觉效果好,能满足用户从市场上挑选商品时直接触摸产品的需求。







随着行业的不断升级,对吸塑产品的质量要求也在提高。粗加工、开放式车间的生产已经不能满足日益精益生产的需求,吸塑无尘车间应运而生。 吸塑工艺流程为塑料片-切割-片固定-加热-成型-脱模-切边-成品。了解了基础技术,对吸塑无尘车间的结构有了大致的了解。 吸塑行业,尤其是吸塑包装,食品和电子行业,为了获得客户的信任和认可,生产车间须达到10万以上的清洁度水平,并在这种清洁度条件下保持安全生产。 根据吸塑行业无尘车间的特点,其洁净车间一般为10万级,须满足以下要求:沉积物颗粒为1-10微米;气温:夏季24-26℃,冬季20-22℃;洁净区与零洁净区的气压差不小于5Pa,洁净区与室外的气压差小于15Pa;照度200Lx;噪声标准小于70Db,耐火ji限不小于0.6小时。 目前吸塑无尘车间的生产特点是人多,所需新风量比较大。根据下列值,应取下列zui大值;非单向流洁净室总输送重量的10-30个点;弥补室内排风和室内正压所需的新风量,保证每小时新风量≥40m3/h。

吸塑包装盒缺陷原因及类型介绍 吸塑包装盒缺陷产生的原因无非是厚度不均、拉线、晶点、水线或气泡。下面是一个小系列来说明原因和解决方法。 ①吸塑包装盒厚度不均匀,共3点造成。diyi个是上架的问题,就是你把材料放到机器上的时候,调整位置很重要。一旦放置不规则或错位,会造成吸塑包装盒厚度不均匀。这就要求我们在上架的时候要注意座椅的调整。其次,在制造过程中,板材的厚度可能没有得到适当的调整,导致厚度不均匀。这需要你有一个高质量的板材供应商。第三,和温度有关。不同的材料需要不同的温度。假设温度没有调整到合适的温度,很容易使吸塑包装盒的厚度不均匀吸塑包装。这需要有经验的机器调整大师来解决问题。 ②吸塑包装盒上有拉线。拉丝的原因主要与吸塑机模具结构的合理性和质量有关,在某些程度上也与吸塑机的操作和材料上架时的挤压有关。解决办法就是找一家高质量的吸塑模具厂家合作,上架材料,调机的时候稍微注意一下。 ③吸塑包装盒上有一个晶点。产生结晶点的主要原因是材质问题。如果用的是劣质材料,那是正常现象。好的材料如果有这个问题,可以直接去找板材供应商。肯定是片材供应商在里面加了一些杂物。解决办法是对板材进行一些的抽样检验,如有问题及时咨询或更换板材供应商。 ④吸塑包吸塑包装装盒上有水波纹或气泡。水波纹产生的原因与吸塑盒的成型速度密切相关。气泡更容易由生产过程中的板材质量差和空气渗透引起。解决办法一是控制塑性成形的时间,二是注意板材的质量。

您好,欢迎莅临j9九游会包装,欢迎咨询...





